
гидроциклоны гост
Когда слышишь ?гидроциклоны гост?, первое, что приходит в голову — это некий гарантированный эталон, железобетонная спецификация, от которой нельзя отступать. Но на практике, особенно когда работаешь с классификацией или сгущением пульпы на действующей фабрике, понимаешь, что ГОСТ — это скорее фундамент, а не готовый дом. Много раз видел, как молодые инженеры пытаются слепо следовать чертежу по стандарту, а потом удивляются, почему аппарат не держит расчетную границу разделения или забивается вдвое быстрее паспортного срока. Тут дело не в том, что стандарт плох, а в том, что сырье-то живое, условия меняются, да и материалы изготовления бывают разные. Вот, например, возьмем полиуретановые циклоны — по тому же ГОСТу могут быть прописаны основные размеры и допуски, но где там написано про реальную стойкость конкретного полиуретана к абразиву определенной твердости? Этому учит только опыт, и часто — горький.
Не просто ?дырка в ведре?: конструкция и подводные камни
Казалось бы, что сложного: конический корпус, патрубки, песковая насадка. Но дьявол, как всегда, в деталях. По ГОСТу угол конуса задан, но в жизни он часто требует корректировки. Для тонкого разделения иногда приходится делать конус положе, чем по стандарту, чтобы снизить скорость сдвига и избежать разрушения хрупких частиц. Видел однажды на одной из обогатительных фабрик, как поставили гидроциклоны с излишне крутым конусом под материал, который этого не любил — в сливе уходило до 30% полезного компонента, который по расчетам должен был быть в песках. Потом мучились, перебирали.
Или возьмем входной патрубок. По стандарту — тангенциальный ввод определенного сечения. Но если давление на входе нестабильное, а такое часто бывает при работе от общей пульпонасосной станции, то эффективность аппарата скачет. Приходится либо ставить регуляторы давления, что дорого, либо пересматривать конструкцию вводной камеры, делая ее более вытянутой для стабилизации потока. Это уже выходит за рамки чистого ГОСТа, но без этого — не работает.
Материал — отдельная песня. Сталь, керамика, полиуретан. ГОСТ может регламентировать механические свойства, но не эксплуатационные в конкретной среде. Полиуретановые циклоны, например, от того же ООО Хэбэй Цзинчжэн Механические Аксессуары (сайт их, кстати, jingzhengjixie.ru), хороши своей упругостью и стойкостью к умеренному абразиву. Но если в пульпе есть остатки реагентов с определенным pH, стандартный полиуретан может начать терять свойства. В таких случаях их инженеры как раз и советуют уточнять химсостав среды — они могут предложить материал с другими добавками. Вот это и есть та самая точка, где стандарт встречается с кастомом.
ГОСТ и производительность: когда цифры на бумаге не сходятся с цифрами в журнале
В паспорте аппарата, сделанного по ГОСТ, всегда указана номинальная производительность. И все проектировщики на это опираются. А потом при пусконаладке выясняется, что реальная пропускная способность на 15-20% ниже. Почему? Да потому что в стандартных испытаниях используют эталонную суспензию, а в реальности плотность пульпы, содержание твердого, гранулометрия — все пляшет. Особенно это критично для гидроциклонов гост, используемых в замкнутом цикле измельчения. Там переизмельчение — это прямые потери. Приходится эмпирически подбирать диаметр сливной насадки, часто меняя ее на ходу.
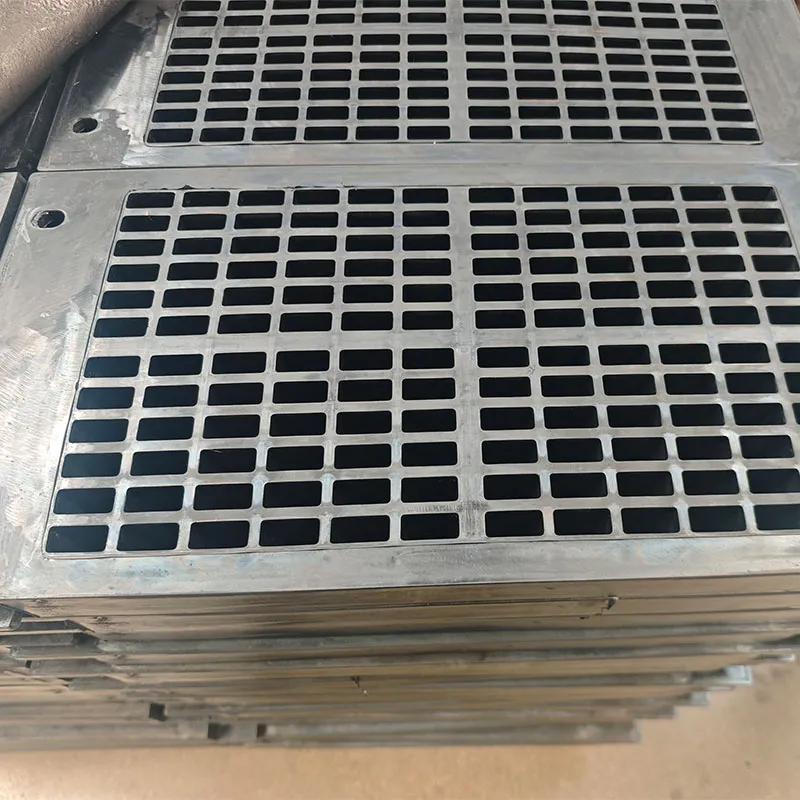
Запоминающийся случай был на одном из угольных предприятий. Поставили батарею циклонов для обезвоживания мелких классов. По паспорту — все четко. Но не учли, что в шламе присутствовала глина, которая резко меняла реологические свойства пульпы. Аппараты заиливались за пару часов вместо расчетных смен. Решение нашли не в замене циклонов, а в установке предварительного грохочения на ситах с полиуретановыми панелями — как раз таких, которые делает вышеупомянутая компания. Это убрало самый мелкий слизевый класс, и циклоны заработали как надо. Иногда проблема решается не внутри аппарата, а до него.
Еще один момент — износ. ГОСТ дает некие ориентиры по стойкости, но они, опять же, для средних условий. На практике срок службы песковой насадки или сливного стакана зависит от тысячи факторов: от формы частиц (окатанный песок или остроугольный кварцит) до температуры воды. Мы вели свой журнал износа для разных участков. И для операторов это стало настольной книгой — чтобы планировать остановки на замену не по графику, а по факту, но предсказуемо.
Полиуретан против стали: неочевидный выбор
Многие до сих пор считают, что стальной гидроциклон — это на века, а полиуретановый — компромисс. Не всегда. Да, сталь выдержит удар камня, но при постоянном абразивном износе ее стенка может истончиться равномерно, что приведет к изменению внутреннего диаметра и, как следствие, к смещению границы разделения. Полиуретан же, особенно армированный, изнашивается, но часто сохраняет первоначальную геометрию дольше за счет упругости. Он ?прощает? некоторые колебания в работе.
Компания ООО Хэбэй Цзинчжэн Механические Аксессуары позиционирует себя как раз как специалист по полиуретановым решениям. На их сайте видно, что они делают акцент на изделиях из резины и пластика, включая полиуретановые циклоны. Это логично. В их случае знание материала — ключевое. Для них ГОСТ на циклон — это каркас, который они наполняют своим ноу-хау по составу полиуретановой смеси, литью и контролю качества именно полимерной части. Это другой уровень глубины.
Был у нас опыт сравнения. Поставили на параллельные секции стальные и полиуретановые аппараты с одинаковыми геометрическими параметрами по ГОСТ. Через полгода сравнили износ и стабильность показателей. Полиуретановые были в лидерах по стабильности границы разделения, но один из них пришлось менять из-за трещины — видимо, брак в отливке или перегрузка. Стальные же равномерно ?съедались?, и их эффективность медленно падала. Вывод: нет универсального ответа. Выбор между сталью и полиуретаном — это всегда компромисс между ударной вязкостью, абразивной стойкостью, стоимостью и ремонтопригодностью. И ГОСТ здесь лишь задает геометрию, но не материал.
Монтаж и обвязка: где рождается эффективность
Можно купить самый совершенный аппарат, соответствующий всем пунктам ГОСТ, и полностью похоронить его эффективность на этапе монтажа. Это, пожалуй, самая частая ошибка. Например, не выдержали соосность подводящего трубопровода — и в аппарате возникает нерасчетная турбулентность, вихрь, который ломает весь сепарационный процесс. Или сэкономили на запорной арматуре, поставили задвижки, которые не позволяют плавно регулировать подачу. А регулировка — это жизнь для циклона.
Особенно критична обвязка для батарейных установок. Неравномерное распределение пульпы между аппаратами — это гарантия того, что одни будут перегружены и давать плохое разделение, а другие — работать вхолостую. ГОСТ на сам аппарат этого, естественно, не регулирует. Тут нужны хорошие распределительные гребенки и понимание гидравлики. Не раз видел, как после грамотной перенастройки обвязки без замены самих циклонов эффективность всей батареи вырастала на четверть.
И датчики. По стандарту их нет. Но без контроля давления на входе и на сливе ты работаешь вслепую. Малейшее изменение давления — и граница разделения уплывает. Мы ставили простейшие манометры с регулярной поверкой, и это сразу дало операторам инструмент для тонкой настройки. Не высокие технологии, а внимание к мелочам, которые в ГОСТ не прописаны.
Вместо заключения: ГОСТ как язык, а не догма
Так что же такое гидроциклоны гост в итоге? Для меня это общий язык, на котором могут разговаривать проектировщик, производитель и эксплуатационщик. Это гарантия того, что основные размеры и параметры будут предсказуемы. Но это не священное писание. Реальная эффективность рождается на стыке стандарта, качественных материалов (будь то специальные марки стали или разработанные для конкретных условий полиуретаны, как у Jingzhengjixie.ru), грамотного монтажа и, что самое важное, — понимания технологами того, что происходит внутри аппарата под конкретную пульпу.
Самая большая ошибка — думать, что, купив аппарат с маркировкой ГОСТ, ты купил результат. Нет. Ты купил качественную заготовку. А результат будет зависеть от того, как ты эту заготовку применишь в своей технологической цепи, как настроишь и как будешь обслуживать. Стандарт задает рамки, но мастерство — это умение работать внутри этих рамок, а иногда и аккуратно их раздвигать, когда того требуют реалии промплощадки. Именно это и отличает просто оборудование от работающего технологического звена.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Резиновая крышка-диффузор рабочего колеса
- гидроциклон для очистки воды от песка
- Батарея полиуретановых гидроциклонов
- батарейный гидроциклон
- очистка сточных вод гидроциклоном
- Износостойкие полиуретановые сита
- гидроциклон илоотделителя
- Полиуретановые крышки рабочего колеса
- короткоконусный гидроциклон
- Полиуретановое рабочее колесо для флотации
-


-


-


WeChat
