
Резиновые ситовые панели
Когда слышишь ?резиновые ситовые панели?, многие сразу представляют себе просто лист резины с дырками. И в этом кроется главная ошибка. На деле, это сложный компонент, от которого зависит и эффективность грохочения, и срок службы всей установки, и в итоге — себестоимость тонны продукта. Работая с обогащением и классификацией, я не раз сталкивался с тем, что неправильно подобранная панель сводила на нет все преимуждения дорогого виброгрохота. Тут важен не просто материал, а совокупность факторов: состав резиновой смеси, геометрия ячеек, способ крепления, даже история эксплуатации конкретного типа руды.
Из чего на самом деле делают хорошую панель
Итак, резина. Но какая? Опыт показывает, что универсального ?идеального? состава не существует. Для абразивных материалов, вроде железной руды или гранита, нужна одна формула — с упором на сопротивление истиранию. Для влажных, глинистых пород — другая, где важнее антиадгезионные свойства, чтобы сито не ?замазывалось?. Часто заказчики требуют ?самую износостойкую?, но забывают про эластичность. Жёсткая, как камень, панель быстро потрескается от постоянных ударных нагрузок. Хорошая панель — это всегда компромисс.
Здесь стоит отметить подход некоторых производителей, которые не просто продают изделия, а ведут собственные разработки. Например, на сайте ООО Хэбэй Цзинчжэн Механические Аксессуары (jingzhengjixie.ru) видно, что компания специализируется на исследованиях и производстве резинотехнических изделий. Это важный момент. Когда производитель сам занимается R&D, есть шанс, что он сможет подобрать или адаптировать состав смеси под ваши условия, а не просто предложить типовой каталог. В их ассортименте, кстати, наряду с полиуретановыми изделиями, значатся и резиновые сита, что говорит о понимании разных сфер применения.
Лично я отдаю предпочтение панелям с армированием. Часто внутри, между слоями резины, закладывается тканевый или тросовый каркас. Это не для ?галочки?. Армирование предотвращает растяжение панели под нагрузкой, особенно на больших площадях сита. Без него края ячеек со временем начинают ?плыть?, геометрия нарушается, и фракционный состав продукта ухудшается. Проверял неоднократно.
Геометрия ячеек: квадрат, круг, щель?
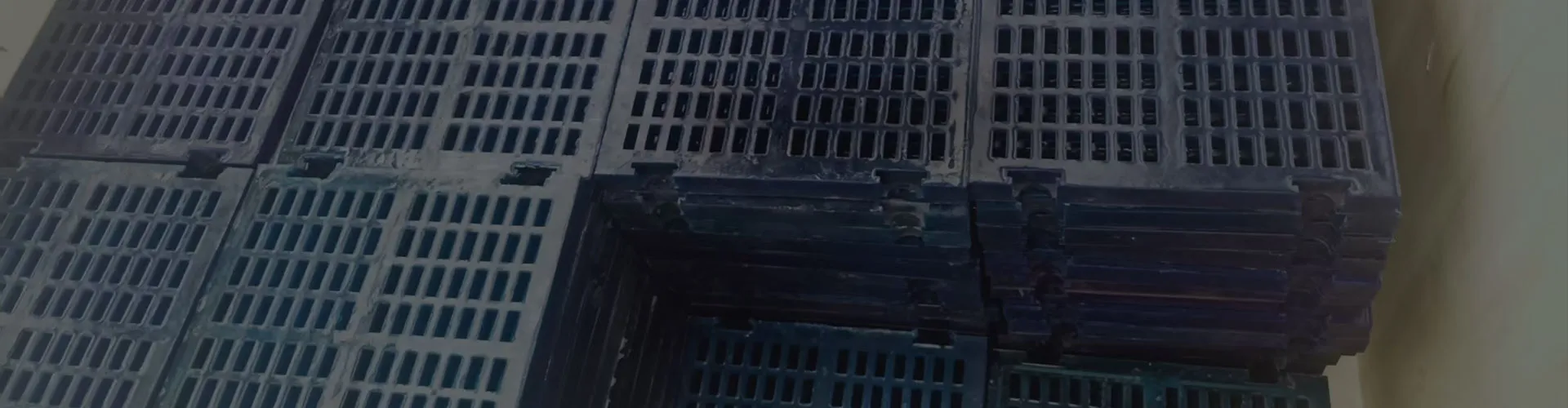
Казалось бы, что тут думать? Нужна щель 10 мм — делаем щель 10 мм. Но нет. Форма ячейки напрямую влияет на пропускную способность и вероятность забивания. Круглые отверстия — классика, но для мелких фракций они забиваются быстрее. Квадратные или прямоугольные (щелевые) дают больший проход, но углы — это точки концентрации напряжения, там чаще начинаются разрывы.
Один из самых удачных, на мой взгляд, вариантов для влажных материалов — каплевидные или ?квадратные со скруглёнными углами? ячейки. Они и прочность сохраняют, и ?залипание? уменьшают. Но такие панели дороже в изготовлении, штамп или пресс-форма сложнее. Не каждый завод возьмётся. Вспоминается случай на одной угольной обогатительной фабрике: поставили стандартные квадратные резиновые ситовые панели на обезвоживающий грохот. Через две недели производительность упала вдвое из-за забивания углов угольной пылью. Перешли на панели со скруглённым профилем — проблема ушла, хотя изначальная стоимость была выше.
Ещё нюанс — конусность отверстия. Правильная панель имеет конус: верхний диаметр больше нижнего. Это облегчает прохождение частиц и снижает износ. Иногда видишь дешёвые варианты с цилиндрическими отверстиями — это красный флаг. Они быстрее изнашиваются и больше забиваются.
Крепление — та самая ?мелочь?, которая всё решает
Можно сделать идеальную панель, но криво её смонтировать — и всё. Система крепления должна обеспечивать равномерное натяжение по всей площади. Чаще всего это болтовое соединение через ушки или пазы в резине. Здесь критично качество металлических втулок, запрессованных в резину. Если втулка сместится или провернётся — крепёж ослабнет, панель начнёт ?играть? и рваться.
Был у меня негативный опыт с системой быстрой смены на крючках. Концепция красивая: нет болтов — меньше простоев. Но на практике, при высокоамплитудной вибрации, крючки разбалтывались, и панель выскакивала, попадая в продукт. Пришлось возвращаться к классическим болтам с контргайками. Надёжность, пусть и за счёт времени на замену, оказалась важнее.
При монтаже всегда советую обращать внимание на состояние опорной рамы грохота. Если она деформирована или заржавела, даже самая дорогая панель ляжет неплотно. Вибрация будет её разрушать ударными нагрузками. Перед установкой новой панели раму нужно чистить и проверять по уровню. Это базовое правило, но им часто пренебрегают в погоне за скоростью ремонта.
Полиуретан vs Резина: вечный спор
Сейчас много говорят о полиуретановых ситах. Да, у них есть плюсы: часто выше износостойкость к истиранию, они легче. Но и минусы существенные. Полиуретан, особенно на морозе, теряет эластичность, становится хрупким. Для сезонных работ в нашем климате это проблема. Резина же сохраняет свойства в wider температурном диапазоне.
Главное преимущество резиновых ситовых панелей, на мой взгляд, — это демпфирующая способность. Резина гасит шум и поглощает часть ударной энергии материала. Это снижает общую вибронагрузку на конструкцию грохота, продлевая жизнь подшипникам и сварным швам. Полиуретан в этом плане ?жёстче?. Для тяжёлых классов, крупных кусков, эта амортизация критична.
Выбор, опять же, за конкретными условиями. Для тонкого обезвоживания песка на тёплом заводе полиуретан может быть лучше. Для дроблёного камня на карьере, где есть и удары, и абразив, и перепады температур, я чаще рекомендую качественную резину. Компании, которые производят и то, и другое, как та же ООО Хэбэй Цзинчжэн Механические Аксессуары, обычно дают более объективные рекомендации, им не нужно ?впаривать? только один тип продукта.
Ошибки в эксплуатации и как их избежать
Самый частый убийца сит — неравномерная подача материала. Если питатель настроен так, что вся порода сыпется в одну точку, в этом месте панель протрётся в разы быстрее. Нужно добиваться равномерной загрузки по всей ширине сита. Иногда для этого достаточно поправить лоток или установить рассекатель.
Вторая ошибка — несвоевременная очистка. Особенно при работе с липкими материалами. Образующаяся корка не только снижает эффективность, но и меняет вес и баланс ситовой поверхности, что может привести к поломке вибратора. Чистить нужно регулярно, а в идеале — использовать панели с антиадгезионным покрытием или выбирать специальные составы резины.
И наконец, то, о чём все знают, но многие игнорируют — визуальный осмотр. Трещина по краю ячейки, начавшееся отслоение армирования, разболтавшийся болт — всё это признаки, что панель скоро выйдет из строя. Замена одной панели дешевле, чем остановка линии из-за прорыва и последующего ремонта. Нужно приучить персонал обращать на это внимание. Резиновые ситовые панели — не вечные, но их ресурс можно максимально реализовать только при грамотном уходе.
В итоге, выбор и работа с ситовыми панелями — это не закупка расходника, а часть технологического процесса. Требует понимания физики процесса, знания материала и внимания к деталям. Сэкономишь на панели — потеряешь на простоях и качестве продукта. Проверено не раз.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск-


-


-


WeChat
